 Live Chat
Live Chat Flora
Flora Send Email
Send Email Top
TopContinuous Flow Microchannel Reactors

Summary
CM-T is a manually operated, metal-free continuous flow microchannel reactor system for reaction screening & process optimisation. Its modular design gives the user flexibility on the number of feed lines, reactor type & volume.With glass microchannel reactors at the heart of the system & peripherals with a high chemical compatibility, the lab-scale system is suitable for a wide range of challenging chemistries & processing conditions.
The microreactor has the advantages of large specific surface area, high mass and heat transfer efficiency, high safety, and small amplification effect. Compared with the traditional batch reaction, it has higher reproducibility and stability in the process of reaction amplification and optimization, sexuality and efficiency. In addition, the micro-reactor has a low heat buffer demand, a small footprint, and a high degree of automation, which greatly saves manpower and material resources.
CM-T series glass microchannel reactors have the characteristics of low reagent consumption (liquid holding capacity of microliters), large specific surface area, high temperature resistance (-25℃~195℃), high pressure resistance (2Mpa), etc. The product takes into account the two major factors of mass transfer and pressure drop. There is no sudden shrinkage and sudden expansion in the process flow channel, which ensures efficient mass transfer and small pressure drop. The heat exchange module can maximize the mass transfer and heat transfer efficiency. Safely and stably realize the chemical process of research and development and small-scale trials.
CM-T glass flow Microchannel Reactor Technical Characteristics:
· More than 4 optional structural designs to meet the needs of most working conditions.
· Glass material, high temperature resistance, compatible with all reagents except hot concentrated strong alkali, molten alkali metal, hot concentrated H3PO4, HF, and strong corrosive agents, and can run stably for a long time.
· High temperature and high pressure resistance, the maximum pressure can reach 7Mpa (customized products).
·Visualization, each module can be directly observed or photographed independently - the observation window can be used to directly observe the process conditions or to photograph fluids with a microscope.
· Photochemical reaction - the window can use LED or mercury lamp to realize photocatalytic process (by adding LED or mercury lamp light source module, photocatalytic reaction can be realized).
· Equipped with a heat exchange module - it can realize the overall temperature control of the reaction (applicable to 4 modules) or dual temperature zone temperature control (applicable to 8 modules).
· Good heat transfer and mass transfer performance, multiple static mixing unit structures in one piece to achieve efficient mixing.
· High flexibility and free combination. The modular design can meet various process requirements, and the modular configuration can connect multiple modules in series/parallel to realize one-step and multi-step reactions.
→A+B=C (one-step series connection) A+B=C+Q=D (multi-step series connection) A+B=Q1 C+D=Q2 Q1+Q2=D (multi-step parallel connection + series connection)
· 4-8 sets of independent chips can be used to form a system, and the residence time of the sample can be adjusted according to the experimental needs to improve the yield.
· Large specific surface area and heat exchange system can precisely control the temperature to promote the formation of target products.
· The liquid holding capacity is small (microliters), and the consumption of raw materials/reagents required for the reaction is small, which can be used for the experimental exploration of precious raw materials and the safe synthesis of dangerous substances. It is highly economical for the synthesis of expensive reagents and has the advantage of reducing the cost of process development.
· It is suitable for various chemical reactions and mixing processes, especially for the formation of nanoparticles. It has certain solid compatibility and can continuously and stably produce nanoparticles.
· Suitable for various liquid-liquid rapid reactions, strong exothermic reactions, dangerous reactions and chemical synthesis reactions that require good mixing conditions.
· Compared with the amplification effect of the traditional (coil) tube continuous flow reactor, the plate continuous flow reactor has the advantages of increased yield, better mass transfer and easy scale-up.
CM-T Glass Flow Microreactor Description:
CM-T glass microchannel reactors is characterized by unique internal structure, which is able to improve the mixing of fluids, enhance mass transfer and increase total heat transfer efficiency, hence appropriate for multi-phase reactions as well as those with high risks or under harsh conditions such as high temperature and low temperature.
Suitable for liquid-liquid, gas-liquid homogenous or non-homogenous reaction.
Example Of Applications For CM-T Glass Microreactor:
· Assessment of process feasibility under flow conditions
· Exploration of novel reaction space
· Process parameter optimisation & validation
· Rapid kinetic profiling
· Evaluation of parameter influence on CQA's
· Process feasibility assessment
· Reaction screening & process optimisation
· Material supply for performance testing
· Education & training
Specifications of CM-T glass flow reactor
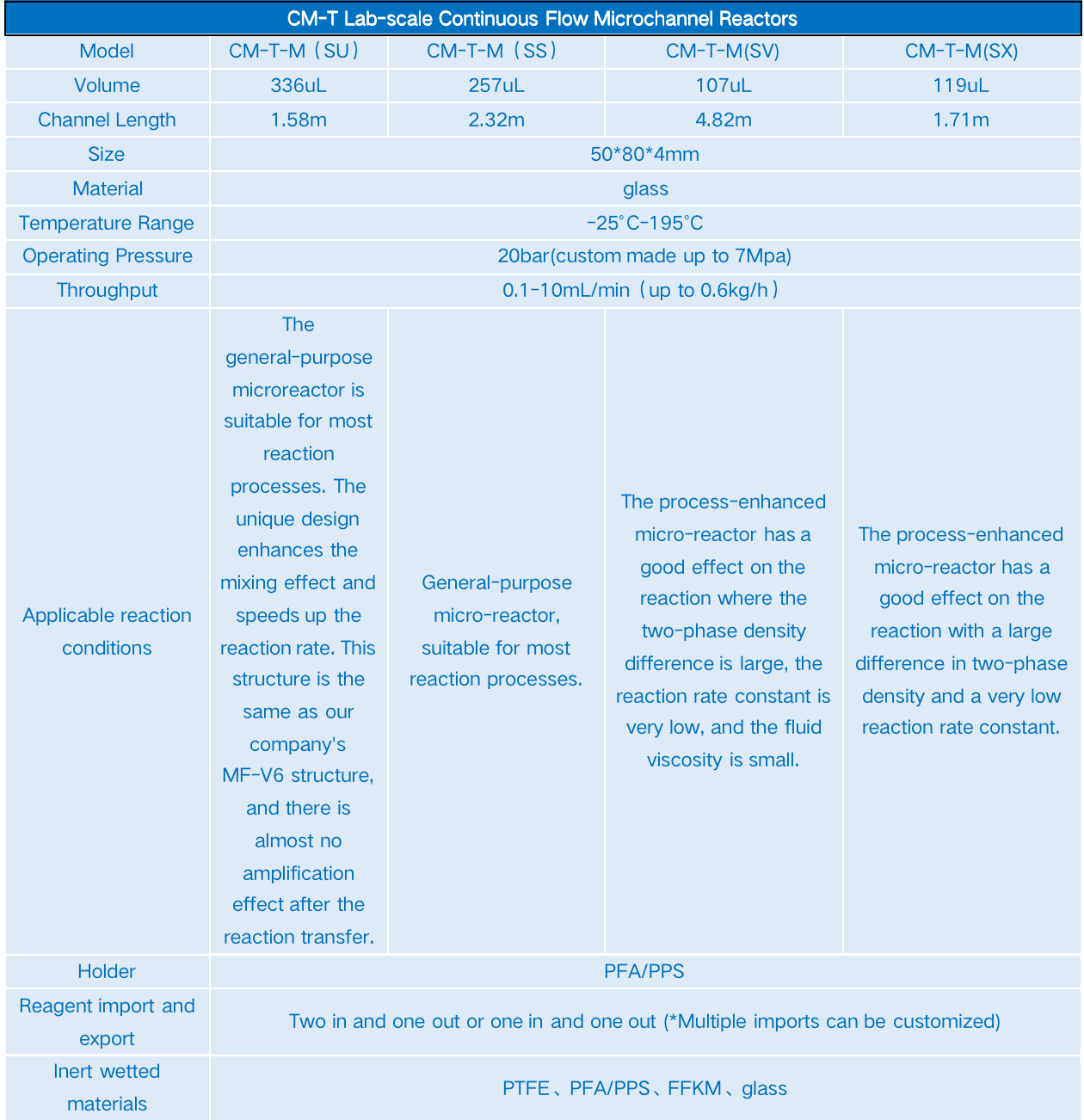
Specifications of CM-T glass flow reactor
Application
·For Lab Research and lab scale productions.
·Switch batch production to continuous production, solving the major hazards of explosion, low efficiency, severe pollution and large energy consumption.
·Extremely Exothermic Reactions.
·High Temperature, High Pressure Reactions.